Każdy producent stolarki okiennej ma dylemat, jak usprawnić produkcję, w jakie maszyny zainwestować, co zrobić, aby podnieść wydajność i jakość swoich wyrobów, a przez to konkurencyjność, która wpłynie na większą sprzedaż i zyskowność firmy.
Obecnie na rynku dostępne są centra obróbkowe wielu producentów ,każde z nich ma inny stopień zaawansowania technologicznego, oraz szybkość wykonywania zaprogramowanych operacji .
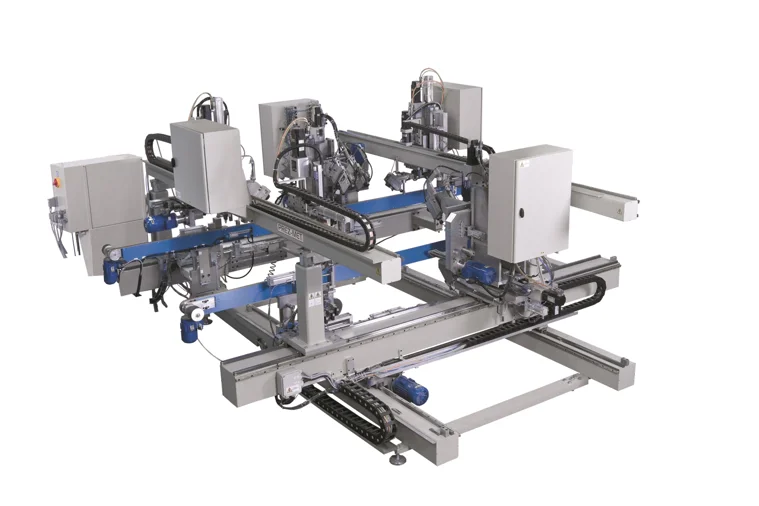
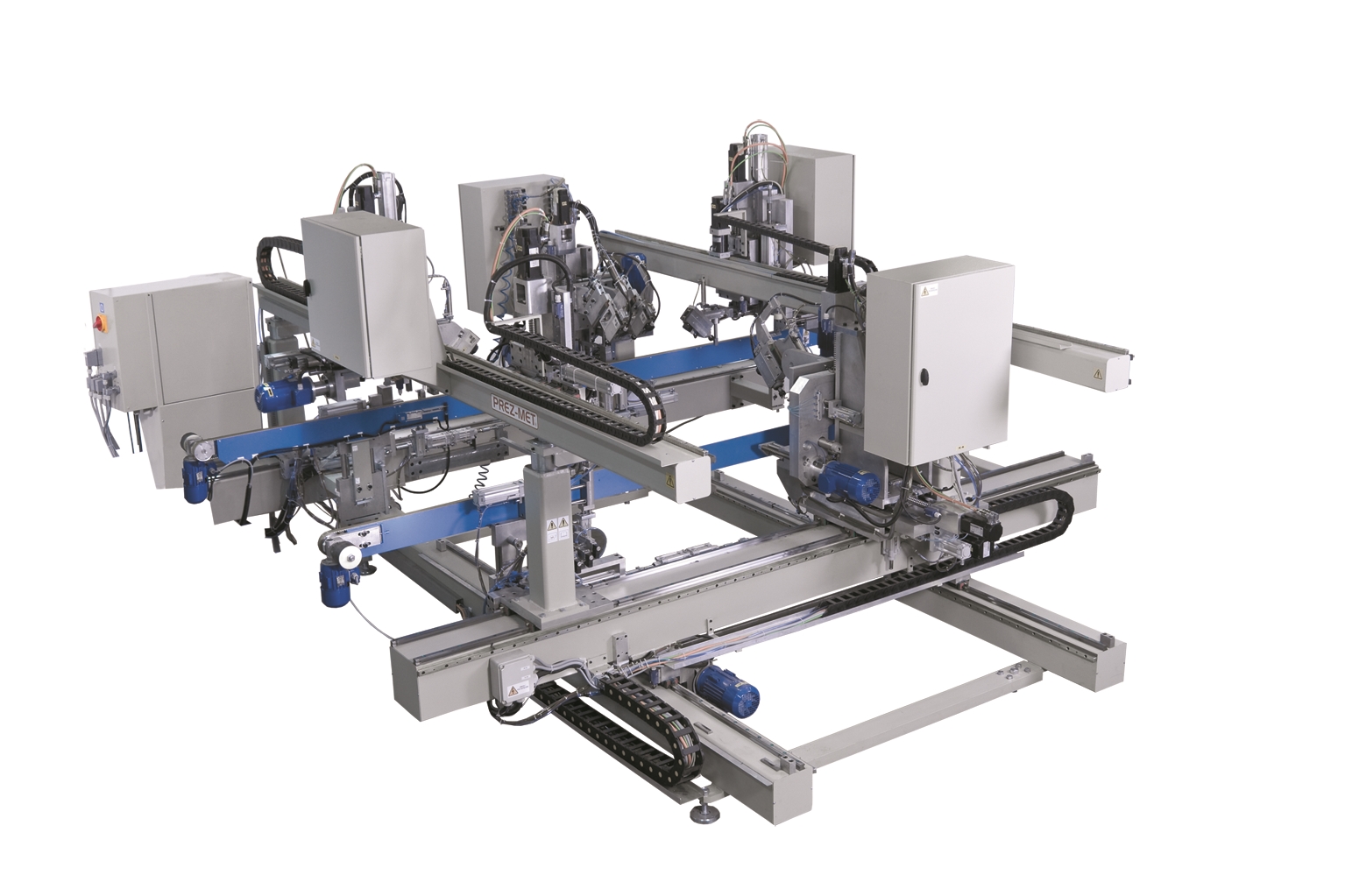
Firma PREZ-MET w swojej ofercie posiada nowoczesne centra obróbcze .Są to maszyny wieloczynnościowe do obróbki ram i skrzydeł okiennych z PVC . Firma Prez-Met po kilku latach produkcji i dystrybucji centr obróbczych do ram postanowiła przeprowadzić modernizację maszyny celem zwiększenia ilości obróbek, jak również skrócenia czasu wykonywania.
Centrum jest urządzeniem sterownym numerycznie .Układy sterowania pracą poszczególnych podzespołów zaprojektowano i wykonano w oparciu o serwonapędy i sterowniki firmy Beckhoff . Komunikacja pomiędzy jednostką sterująca /komputer klasy przemysłowej /a wyspami -głowicami wykonującymi operacje odbywa się za pomocą nowoczesnej sieci Ether- Cat.
Centrum może pracować według założonego programu ,ale istnieje tez możliwość wprowadzania danych z klawiatury i modyfikacji programu w trybie konwersacyjnym . Może ono pracować jako samodzielna jednostka lub być elementem linii/centralnie sterowanej / czyszcząco-zgrzewającej.
Skupmy się jednak bardziej na możliwościach obróbczych centrum ,na jego wydajności ,jakości wykonywanej obróbki i szybkości operacji.
Większość dostępnych centr obróbczych na rynku są to maszyny wykonujące operacje na uciętym profilu przed zgrzaniem . Takie rozwiązanie posiada wiele niedogodności np. często się zdarza, że po zgrzaniu elementów system otworów nie pasuje do akcesoriów . Drugim poważnym problemem jest czas pracy centrum. Jeśli zaprogramujemy na dużą ilość wykonywanych operacji /wiercenie zawiasu , frezowanie rowków odwadniających ,wiercenie słupka , wiercenie otworów odpowietrzających itp. / to czas pracy maszyny znacznie się wydłuża, przez co spada wydajność a zarazem cały sens inwestowania tak dużych pieniędzy w tego typu urządzenie. Bardzo ważną sprawą jest też to, iż takiego typu centra obróbcze posiadają jeszcze jedna wadę ,a mianowicie zajmują dość dużą powierzchnię hali produkcyjnej .W dobie wysokich podatków od nieruchomości jest to też argument, który trzeba brać pod uwagę przy planowaniu produkcji .
Drugim rodzajem centr obróbczych są centra wykonujące operacje na gotowej zgrzewce, tak jak ma to miejsce w maszynie produkowanej przez firmę PREZ-MET. Producentów, którzy produkują tego typu urządzenia ,jest niewielu w porównaniu do wcześniej omawianych . Zacznijmy może od tego, iż centrum typ COP420/960 jak już wspomniałem może stać samodzielnie , ale najczęstszym rozwiązaniem, które preferują producenci okien jest zestawienie w jedną linię czyszcząco-zgrzewająco-obróbczą. Takie zestawienie powoduje obniżenie kosztów związanych z wykorzystaniem powierzchni hali produkcyjnej. Jeden pracownik do całej linii ,obróbka zgrzanych profili ram w tzw. czasie zerowym ,no i jeszcze jedna zaleta to centralny układ sterowania za pomocą skanera całej linii technologicznej .
Cały zamysł przy projektowaniu tego typu centrum polegał na tym, iż aby w jak najkrótszym czasie wykonać jak najwięcej operacji i aby wyeliminować błędy, które powstają przy obróbce profili w centrach wcześniej omawianych i to się firmie PREZ-MET udało.
Jeśli chodzi o obróbkę to centrum praktycznie nie ma ograniczeń, ponieważ wszystkie korekty możemy nanosić z programu bez” wchodzenia” do maszyny i przestawiania zderzaków czy też głowic przy zmianie sytemu . Szybkość obróbki zapewnia 13 serwonapędów firmy Bechkoff, jak i to że operacje są wykonywane na wszystkich czterech profilach jednocześnie, gdzie na centrach o podobnym układzie obróbki operacje są wykonywane tylko na dolnym i górnym profilu ,przez co wydłuża się czas operacji znacznie powyżej dwóch minut .Spada w ten sposób wydajność samego centrum a zarazem całej linii czyszcząco-zgrzewającej Centra produkowane przez firmy konkurencyjne o takim samym sposobie obróbki profili praktycznie „robią” tylko cztery operacje : wiercą otwory odpowietrzenia ,odwodnienia , wiercą łącznik słupka i zawiasy. Centrum produkowane przez firmę PREZ-MET wykonuje znacznie więcej obróbek i to w takim samym czasie!!! Poza tym niektóre operacje, które wykonuje COP420/960 nie wykonują centra firm konkurencyjnych !!!
Niewątpliwą zaletą centrum obróbczego jest to, że w czasie zerowym wykonuje znaczenie pod zaczepy w pionach i wiercenie otworów pod dyble tych operacji, czego nie wykonują inne centra .
Jednym z elementów obróbki ram, który pochłania dużo czasu jest wiercenie pod łącznik słupka krzyżowego .Jedynym dostępnym centrum, które wykonuje tą operację jest właśnie COP420/960 firmy PREZ-MET .
Oprócz już wcześniej wspomnianych funkcji maszyna COP420/960 wykonuje: zawias systemowy , wiercenie otworów pod zawias uchylny , otworowanie w ościeżnicy pod łącznik słupka a także otwory odpowietrzające , odwaniające jak również nawietrzaki –aero czyli wszystkie obróbki występujące w ramie.
Jak widać rama z takiego centrum obróbczego „zjeżdża” już całkowicie gotowa do dalszego etapu produkcji . Modernizacja polegała nie tylko na dodaniu agregatów zwiększających ilość obróbek , ale również na zmianach w budowie ,zastosowaniu bardziej wydajnych agregatów czy zmiany sposobu mocowania ramy do obróbek . Co najważniejsze to firmie PREZ-MET udało się skrócić czasy obróbek , a tym samym wydajność linii czyszcząco-zgrzewającej .
Poziom technologiczny rozwiązań ,zastosowanych w centrum COP420/960 pozwala na sformułowanie opinii ,że jest to maszyna nowoczesna ,wykorzystująca aktualnie najnowsze podzespoły mechaniczne i sterujące czołowych firm i jest to obecnie jedna z najbardziej konstrukcyjnie zaawansowanych obrabiarek na rynku krajowym i europejskim do produkcji okien z PVC.
Janusz Pacuda –PREZ-MET
Dyrektor Handlowy






.webp)
