|
|
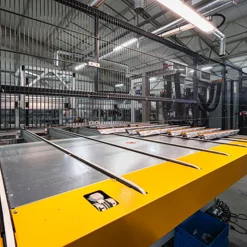
| Fot. 1. Piła jednogłowicowa LMS 400 SCA/P z tarczą wychodzącą od dołu (źródło: ALUMA) | |
|
|
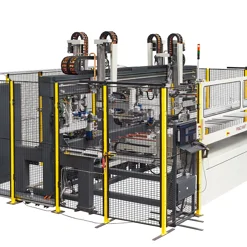
| Fot. 2. Dwugłowicowa piła CLASSIC (źródło: ALUMA) | |
|
|
| Fot. 3. Centrum tnące VEGAMATIC (źródło: ALUMA) | |
|
|
| Fot. 4. Frezarka do słupków PRIMUS 300 (źródło: ALUMA) | |
|
|
| Fot. 5. Dwutarczowa piła do wycięć PRISMA 600 (źródło: ALUMA) | |
|
|
| Fot. 6. Frezarka-kopiarka PANTO 100 (źródło: ALUMA) | |
|
|
| Fot. 7. Centrum obróbkowe PHANTOMATIC T4A (źródło: ALUMA) | |
|
|
| Fot. 8. Zaciskarka PRESSTA 2000 (źródło: ALUMA) |








Produkcja stolarki aluminiowej różni się znacznie od produkcji okien z PVC nie tylko ze względu na rodzaj materiału i technologię łączenia. Okna z PVC są z reguły typowe, prostokątne, z maksimum jednym słupkiem. Pozwala to na znaczną automatyzację produkcji. Zamówienia na stolarkę z aluminium są bardzo często nietypowe, zwłaszcza w przypadku fasad czy ogrodów zimowych. Wymaga to odmiennego podejścia do parku maszynowego. Oprócz dokładności i niezawodności bardzo ważna jest uniwersalność. Przy tym inaczej należy wyposażyć zakład nastawiony na produkcję fasad, a inaczej firmę wytwarzającą głównie drzwi. Dlatego główne typy maszyn do profili aluminiowych przedstawiamy nie według ciągu technologicznego, a według wykonywanych operacji obróbkowych.
Przecinanie profili
Przecinanie profili aluminiowych wymaga większej dokładności od przecinania PVC. Niewielkie błędy kąta i długości mogą zostać skorygowane przy zgrzewaniu PVC, natomiast w konstrukcji aluminiowej pozostanie szczelina. Również uszkodzenie lakieru w czasie przecinania aluminium jest niedopuszczalne. Aluminium wymaga więc dokładniejszych pił tarczowych, z precyzyjnie regulowanym posuwem i instalacją chłodząco-smarującą.
Stosowane są tu piły jednogłowicowe, dwugłowicowe i centra tnące. Piły jednogłowicowe (fot. 1) sprawdzają się dobrze przy produkcji konstrukcji specjalnych jak ogrody zimowe, w których jest dużo cięć nietypowych, czasami pod kątem w obu płaszczyznach (tarcza tnąca skręcona i pochylona). W tym wypadku od wydajności ważniejsza jest uniwersalność, zwłaszcza duży zakres ustawianych kątów. Oczywiście są też piły dwugłowicowe z tarczami skręcanymi i pochylanymi, ale są one bardzo drogie i ich zakup nie zawsze jest uzasadniony. Najważniejsze parametry piły jednogłowicowej to układ budowy (tarcza schodząca z góry, wychodząca z tyłu, wychodząca z dołu), zakres kątowy, zakres cięcia (maksymalne wymiary przecinanych profilu), moc silnika, napęd posuwu (ręczny czy automatyczny).
Do piły jednogłowicowej musi być zamontowany system pomiaru długości. Najprostsze mają zderzak przestawiany ręcznie według skali, w bardziej złożonych zderzak jest przestawiany korbką (nie trzeba odchodzić od piły) a na wyświetlaczu pokazuje się wymiar. Najbardziej złożone same przestawiają zderzak na żądany wymiar i mogą czytać listy cięć z dyskietki czy sieci komputerowej.
Piły dwugłowicowe (fot. 2) to przecinarki najczęściej stosowane w produkcji stolarki aluminiowej. Istnieje ich wiele odmian, różniących się ogólnym układem budowy (tarcze schodzące z góry, wychodzące od tyłu, wychodzące od dołu), stopniem automatyzacji (od ręcznego przestawiania głowicy na wymiar cięcia oraz kątów aż po pełną automatykę sterowaną komputerem) oraz możliwościami obróbkowymi (zakresem kątowym, maksymalnym przekrojem profilu, długością cięcia). Oczywiście za większe możliwości i większy stopień automatyzacji trzeba zapłacić więcej, trzeba więc dobrać maszynę odpowiednio do swoich potrzeb.
Tam, gdzie cięte są duże ilości profili a zależy nam na automatyzacji, można rozważyć zastosowanie centrum tnącego (fot. 3). Jest ono sterowane komputerowo, pracuje z listami cięć. Chwytak centrum chwyta sztangę i podaje do strefy przecinania zatrzymując się w miejscach, gdzie wykonywane jest cięcie. Odprowadzanie gotowych odcinków jest również automatyczne.
Większe centra tnące mają stół podający, na którym można położyć kilka sztang materiału i odejść od maszyny, aż przynajmniej część z nich zostanie pocięta. W mniejszych sztangi są podawane pojedynczo.
Obróbka końców profili
Konieczność obróbki końców profili zachodzi głównie w dwóch przypadkach: w słupkach i profilach fasadowych. W słupkach są to niewielkie wycięcia wykonywane frezami tarczowymi na frezarkach do słupków (fot. 4). W niektórych systemach profili (głównie niemieckich) stosuje się tu frez o stałej średnicy i wtedy dużym plusem frezarki jest możliwość przestawiania go w pionie za pomocą korbki – łatwo jest przestawić maszynę na nowy profil. W innych systemach potrzebny jest pakiet frezów kształtowych i wtedy przestawienie w pionie nie ma znaczenia. Preferowane są wówczas maszyny o dużej prędkości obrotowej wrzeciona, na których można stosować pakiety o małych średnicach.
Inaczej wygląda sprawa w przypadku fasad, zwłaszcza konstrukcji słupowo-ryglowych. Same profile mają często duże wymiary, a wycięcia są duże. Wycina się je na dwutarczowych piłach do wycięć (fot. 5). Również tutaj istnieje dużo różnych rozwiązań. Proste maszyny mają tarcze o średnicach ok. 400 mm i tylko jedną z nich można przestawiać kątowo (ręcznie, za pomocą korbki). Największe mają tarcze o średnicach rzędu 500-600 mm i wszystkie kąty i wymiary przestawiane elektronicznie. Najważniejsze parametry to oczywiście maksymalne wymiary mocowanego profilu i wykonywanego wycięcia, zakres kątowy wycięć, sposób przestawiania kątów i głębokości wycięcia, moc silników.
Obróbkę końców profili można również wykonywać na niektórych centrach obróbkowych. Ponieważ jednak obrabiarki te służą głównie do wykonywania otworów, opisujemy je dalej.
Wykonywanie otworów w profilach
Istnieją dwie podstawowe metody wykonywania otworów: przez wykrawanie na prasach oraz przez obróbkę skrawaniem (wiercenie, frezowanie).
Obróbka na prasach jest bardzo szybka, jednak mało uniwersalna. Nie w każdym miejscu profilu da się ją wykonać. Wykrojnik jest projektowany do jednego lub kilku otworów o określonym kształcie, i może być stosowany tylko do jednego lub kilku określonych profili. Zatem warto go stosować na przykład przy produkcji większej ilości okien wykonanych w jednym systemie profili (wykrawanie otworów odwadniających, pod klamkę, czy otwieranie kanału okucia).
Czasami wykrojniki posiadają własny napęd i z reguły są wtedy wielofunkcyjne (na przykład umożliwiają wykonanie wszystkich otworów danej serii profili). Stosuje się też wykrojniki wymagające zamontowania na prasie. Ponieważ aluminium nie jest twardym materiałem, a otwory na ogół nie są duże, wystarczające są prasy hydropneumatyczne o nacisku na suwaku rzędu 50 kN. Prasy hydrauliczne są droższe, silniejsze i przede wszystkim szybsze.
Uniwersalnymi maszynami do frezowania otworów są frezarki-kopiarki (fot. 6). Kształt otworu w szablonie jest przenoszony na profil. Możliwości frezarki-kopiarki zależą głównie od pola, po jakim może przemieszczać się frez oraz wielkości maksymalnego mocowanego profilu. Kopiarki różnią się również ilością wrzecion. W przypadku stosowania dwóch lub trzech wrzecion istnieje możliwość obróbki z kilku stron w jednym zamocowaniu, co zwiększa dokładność. Istnieją też maszyny z jednym wrzecionem, w którym można obracać stół z zamocowanym profilem i obrabiać go z kilku stron. Pewnym problemem jest w nich właściwe zaprojektowanie szablonu.
Coraz częściej spotyka się dzisiaj w Polsce centra obróbkowe do profili z aluminium (fot. 7). Są dokładne (bo sterowane numerycznie), uniwersalne (same wymieniają narzędzia pobierane z magazynu), szybkie (można stosować wysokowydajne narzędzia i dobrać optymalne warunki skrawania). Poszczególne modele różnią się znacznie cenami i możliwościami. Najważniejsze parametry, na które warto zwrócić uwagę, to ilość osi sterowanych cyfrowo, maksymalne wymiary obrabianych profili, moc silnika napędowego i maksymalna prędkość obrotowa narzędzia, ilość miejsc w magazynie narzędzi, możliwość stosowania tarczy tnącej, możliwość obrabiania kilku profili na raz. Czasami centrum ma dwie strefy pracy. Gdy w jednej trwa obróbka, w drugiej można zdejmować gotowe detale i mocować kolejne profile. Oczywiście zwiększa to wydajność. Istnieją też centra obróbkowo-tnące, które właściwie są centrami tnącymi z zespołami obróbkowymi. Przy centrach obróbkowych warto zwrócić uwagę na „przyjazność” i możliwości oprogramowania.
Łączenie profili
Profile łączy się albo za pomocą łączników ślusarskich jak kołki lub wkręty, albo za pomocą maszyn zwanych zaciskarkami (fot. 8), w których fragment ścianki profilu wgniata się w wycięcie specjalnego łącznika włożonego do komory profilu. Tak więc jedynymi maszynami do łączenia są zaciskarki, w olbrzymiej większości zaciskające w jednym cyklu jeden narożnik. Chociaż istnieją zaciskarki z dwoma lub czterema zespołami zaciskającymi, to ich stosowanie jest bardzo ograniczone ze względu na wysoką cenę.
Przy porównywaniu zaciskarek należy zwrócić uwagę głównie na możliwości regulacyjne: Czy można standardowymi nożami zaciskać w różnych odległościach od wierzchołka naroża? Czy profile w których górna i dolna komora mają przesunięte względem siebie ścianki zewnętrzne wymagają noży specjalnych, czy też tylko odpowiedniej regulacji?
Pewne znaczenie ma rodzaj napędu – maszyny hydrauliczne mogą pracować nierównomiernie w przypadku zapowietrzenia układu (co jednak zdarza się rzadko). Maszyny z jednym siłownikiem i układem dźwigni przekazującym napęd na obie głowice nie maja tej wady.
Organizacja pracy
Jak już wspomniano, przy produkcji stolarki aluminiowej często występują wyroby nietypowe i dlatego trudno jest mówić o typowym rozmieszczeniu maszyn. Nie znaczy to jednak, że nie można zoptymalizować pracy zakładu produkcyjnego przez właściwy dobór maszyn i ich rozmieszczenie w hali produkcyjnej. Istnieją już producenci maszyn zajmujący się tym. Do wykonania właściwego projektu potrzebna jest jednak precyzyjna informacja o obecnym i planowanym profilu produkcji. Do hal produkcyjnych wkracza w dużym stopniu informatyka. Nie jest żadną nowością, że wiele maszyn jest sterowanych komputerem, ale zaczyna się ustawianie komputerów przy stanowiskach montażowych. Po zeskanowaniu kodu kreskowego system pomaga pracownikowi ustalić, co ma być zrobione. Pracownik potwierdza wykonanie operacji i informacja o tym jest wprowadzana do systemu. Kierownictwo produkcji w każdym momencie może sprawdzić aktualny stan produkcji lub porównać wydajność pracowników. Rozwiązania takie są znane z linii do produkcji okien PVC, jednak ze względu na specyfikę produkcji stolarki aluminiowej stworzono nowe rozwiązania.
Przy produkcji są też potrzebne stoły (często ze specjalnym wyposażeniem), wózki transportowe, stojaki, stanowiska pakowania itp. Mają one swoją specyfikę (na przykład powierzchni nie wykłada się szczotkami ze względu na niebezpieczeństwo porysowania profilu). Na rynku jest ich dużo i trudno tworzyć ich klasyfikację czy podawać wytyczne do oceny.
Tyle na temat typowych maszyn. Nie zostały one omówione wyczerpująco, bo z artykułu zrobiłaby się książka. Nie wspomniano o nietypowych maszyn specjalistycznych (jak na przykład wiertarki do zawiasów). Wymieniono tylko najważniejsze cechy maszyn, na które warto zwrócić uwagę.
Na zakończenie jeszcze jedna uwaga. Przy wyborze maszyn zawsze warto sprawdzić renomę producenta, jego doświadczenie na naszym rynku, szybkość serwisu. Jeżeli są one dobre, to na pewno ceny maszyn nie będą niskie. Ale istnieje duża szansa, że rady takiego producenta będą rzetelne, a pomoc w przypadku problemów szybka. Każdy sam musi odpowiedzieć sobie na pytanie, na ile jest to dla niego ważne.


.webp)