Każdy producent stolarki okiennej nieustannie zastanawia się, w jaki sposób usprawnić produkcję, w jakie maszyny zainwestować, co zrobić, aby zwiększyć wydajność i podnieść jakość - a tym samym konkurencyjność – wyrobów. To warunek zwiększenia sprzedaży, a więc i zyskowności firmy. Pojawia się dylemat – z oferty którego z szeregu funkcjonujących na rynku dostawców maszyn i urządzeń skorzystać, aby uzyskać pożądany efekt. Decyzja nie jest łatwa, a wybór musi być poprzedzony dogłębną analizą parametrów potencjalnego urządzenia i oceną, w jakim stopniu zaspokaja oczekiwania producenta.
 Jednym z bardzo ważnych, a zarazem złożonych i rzutujących na dalszy cykl produkcji procesów produkcyjnych jest cięcie profili PVC. Praktycznie każdy producent maszyn ma w swojej ofercie centrum do cięcia profili. Różnią się one między sobą zarówno konstrukcyjnie, jak i zastosowanymi rozwiązaniami i możliwościami.
Jednym z bardzo ważnych, a zarazem złożonych i rzutujących na dalszy cykl produkcji procesów produkcyjnych jest cięcie profili PVC. Praktycznie każdy producent maszyn ma w swojej ofercie centrum do cięcia profili. Różnią się one między sobą zarówno konstrukcyjnie, jak i zastosowanymi rozwiązaniami i możliwościami.
Jakie wybrać centrum? W jakie opcje powinno ono być wyposażone? Jaką powinno mieć wydajność? Na co zwrócić szczególna uwagę, wybierając tę maszynę?
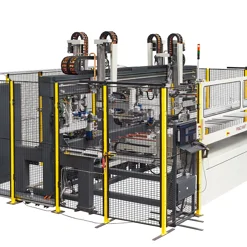
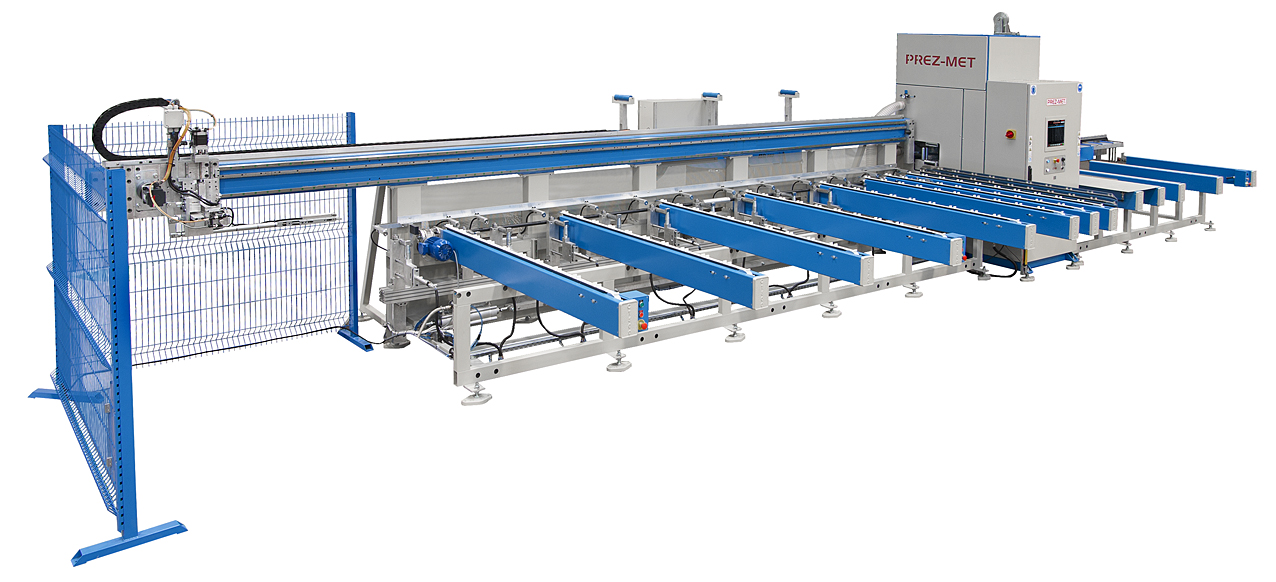
Odpowiedzią na powyższe pytania jest rozwiązanie firmy PREZ-MET, znanego polskiego producenta maszyn i urządzeń do produkcji stolarki okiennej zarówno z PVC jak i z aluminium, cenionego zarówno na rynku krajowym i w państwach sąsiadujących. Jego oferta obejmuje różne typy maszyn, w tym np. też centra tnące jednocześnie przecinające dwa profile. W połowie 2014 roku, po dwu latach projektowania, PREZ-MET poszerzył ją o najnowszy produkt - centrum tnące CT500.
Jest to maszyna o takich samych gabarytach, jak tradycyjne centra tnące, o znacznie jednak większej wydajności. Więcej i szybciej tnie, nie zajmując jednak większej powierzchni na hali produkcyjne. To bardzo ważne dla firm dysponujących dużym parkiem maszynowym – kilka linii czyszcząco-zgrzewających wymaga posiadania najczęściej 2-3, a nawet więcej centr tnących na jeden profil. Średnio takie centrum zajmuje około 60 m2, a wraz z podręcznym magazynem profili 100 m2. Przy trzech centrach /jedno centrum tradycyjne na jeden profil według opinii producentów okien może obsłużyć 2 linie czyszcząco-zgrzewające, w sporadycznych przypadkach - 2.5 linii/ wielkość powierzchni, jaką należy im zapewnić, jest już znacząca. Ma to też niebagatelny wpływ na koszty funkcjonowania zakładu.
CT 500 firmy PREZ-MET jest w stanie w pełni obsłużyć 3,5 linii czyszcząco-zgrzewających. Co jeszcze potrafi i czym się charakteryzuje, co je wyróżnia na tle maszyn konkurencji?.
Zacznijmy od podajnika profili. Wyposażony jest on w griper – chwytak z czujnikiem obecności profili, który zabezpiecza przed nieprawidłowym pocięciem lub wysunięciem. Jest on pozycjonowany w dwóch osiach z programu, co warto podkreślić, gdyż w centrach innych producentów chwytak sterowny jest w jednej osi, zaś druga za pomocą zderzaka, lub w osi Z i Y za pomocą zderzaków.
Giper w CT500 pozycjonuje się szybko, bez błędów i operator nie musi go przestawiać ręcznie, co przyspiesza prace. Ponadto podczas cięcia profil jest prowadzony cały czas przez rolki dociskowe. To niezwykle istotna funkcja zwłaszcza w przypadku cięcia profili „krzywych-banan”, gdyż pozwala na zdecydowane zwiększenie dokładności cięcia. Zwiększone tempo pracy podajnika w porównaniu z konkurencyjnymi wynika też z uwagi na fakt podawania kolejnego profilu do cięcia równocześnie z cięciem poprzedniej lagi.
Wymiar ciętych profili jest kontrolowany podwójnie: przez liniał i encoder, gdy w konkurencyjnych rozwiązaniach jest najczęściej liczony z encodera. Podajnik posiada solidną i stabilną konstrukcję, dzięki czemu w czasie szybkiej pracy wózka nie wpada w drgania i wibracje.
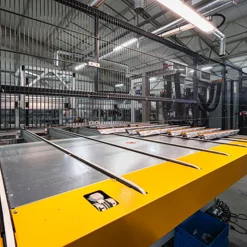
Kolejne innowacyjne konstrukcje wdrożono w stacji cięcia - zastosowano tutaj opatentowane przez PREZ-MET rozwiązanie /saw against saw/ tarcz tnących pionowych z dwoma agregatami: górnym obrotowym i dolnym stałym. Jest to nowatorski, bardzo szybki sposób cięcia profili. Po wjeździe profilu do centrum i zbazowaniu go dolny suport jako pierwszy zacina go na żądany kąt. Po wykonanej operacji suport wraca na swoją pozycję, a profil „wjeżdża” na zadany wymiar do cięcia. Następnie górna tarcza przecina profil i w tej samej chwili jest on odbierany, czyli wyjmowany z maszyny. Gdy górny suport tnący wraca na swoją pozycję, dolny suport podażą za nim w tym samym czasie do góry, jednocześnie zacinając profil pod następne cięcie.
Dolny wraca na swoją pozycję, umożliwiając wjazd następnego już kawałka profilu do cięcia na żądany wymiar. Dolna tarcza tnąca nie wykonuje ruchu obrotowego, w związku z czym nie występuje problem blokowania się czy też błędnego pozycjonowania tarczy tnącej.
Rozwiązanie to sprawia, że cięcie profili jest dwukrotnie szybsze niż w centrach produkowanych przez firmy konkurencyjne. To efekt nie tylko innowacyjnej konstrukcji suportów tnących, ale również ich krótkiego przejazdu (2x180 mm – dla porównania w innych centrach to 800 mm lub nawet ponad 1000 mm, co znacznie wydłuża cięcie i powrót tarcz tnących na pozycję „start”).
Kolejnym nowatorskim rozwiązaniem wdrożonym w CT500 jest sposób bazowania (podparcia) profili (również opatentowany) w dwóch osiach, automatycznie sterowany, z dodatkowym dociskiem profili.
Najczęściej w centrach tnących stosuje się docisk poziomy dolny i docisk górny, ale przy profilach zlicowanych /np. do domów pasywnych/ powoduje to przekrzywianie profili, co skutkuje złym cięciem (tzn. przecięty profil nie ma żądanego kąta np. 45 stopni lub 90 w drugiej płaszczyźnie).
Choć tak przecięte profile można zgrzać na zgrzewarce, jednak problem pojawia się na czyszczarce. Do najczęściej spotykanych wad należą zbyt duża wypływka na jednej ze stron profilu, źle oczyszczone powierzchnie, problemy przy okuwaniu skrzydeł, brak estetyki, nietrzymanie parametrów okna, a tym samym duża liczba reklamacji, mniejszy zysk, spadające zamówienia.
Aby wyeliminować te problemy, firma PREZ-MET opracowała i wdrożyła innowacyjny system bazowania profili w dwóch osiach, co pozwala uzyskać pełną kontrolę nad ciętymi profilami. Zastosowano też dodatkowy docisk współpracujący z systemem bazowania profili, który gwarantuje, że profil jest w procesie cięcia pewnie i stabilnie uchwycony.
Do unikatowych rozwiązań, jakie zastosowano w nowoczesnej stacji cięcia, należy też np. zespół spychający odpad, dzięki któremu centrum jest zabezpieczone przed niekontrolowanym zblokowaniem lub awarią. To automatyczny odbiornik transportujący odpady nieużytkowe lub ścinki na zewnątrz stacji cięcia.
Ostatnim elementem centr tnących jest odbiornik pociętych profili. Również na tym etapie firma PREZ-MET wdrożyła w swojej maszynie innowacyjne rozwiązanie odbierania odciętego profilu. Zostaje on opuszczony, ustępując miejsca następnemu profilowi - czyli w tym samym czasie odcięty kawałek jest spychany, a kolejny profil może być cięty, co zwiększa szybkość pracy centrum tnącego.
Program do obsługi centrum jest prosty, z pełną wizualizacją i podglądem procesu cięcia na monitorze. Dysponuje możliwością gromadzenia danych o odpadzie użytkowym, podstawowych danych statystycznych, ma opcję rozszerzonego raportu błędów do szybkiej identyfikacji awarii z wizualnym interfejsem. Istnieje też możliwość założenia dowolnej korekty na +/– ciętych profili. Program umożliwia docinanie z odpadu użytkowego na dwa sposoby: edycja listy cięcia lub zadanie wymiaru w trybie ręcznym. Maszyna może być wyposażona w drukarkę etykiet.
To zaledwie niewielka część możliwości, jakie oferuje nowoczesne centrum do cięcia profili CT500 produkowane przez firmę PREZ-MET. Wiele innowacyjnych cech tej maszyny plasuje w ścisłej czołówce centr tnących na świecie, lokując ją wyżej niż niejednokrotnie produkty wielu renomowanych firm.
źródło: PREZ-MET
OKNO 4/2014


.webp)