Efekt estetyczny budynku to z pewnością jeden z elementów, na którym zależy projektantom i inwestorom. W przypadku doboru szyb do fasady szklanej czy też ogrodu zimowego, kształtujemy estetykę bryły, podejmując decyzję dotyczącą rodzaju szkła. Jednak rodzaj użytego szkła wpływa jedynie na odcień i siłę odbitego obrazu.
O jakości i wierności odwzorowania otoczenia budynku w obrazie odbitym od szyb stanowi natomiast płaskość zewnętrznej tafli szyby zespolonej. Odpowiedzialny jest za to prawidłowy dobór grubości tafli, a w fasadach ze szkłem hartowanym również typ hartowania.
Podstawowymi zjawiskami fizycznymi, jakie wpływają na tzw. płaskość tafli wchodzących w skład szyby zespolonej, są pompowanie lub zasysanie, które następują pod wpływem zmian ciśnienia i temperatury otoczenia uginanie tafli szyb zespolonych i pojedynczych pod wpływem parcia lub ssania wiatru oraz falowanie szkła hartowanego zwane „roller waves”.
Zjawiska te można eliminować dzięki właściwemu doborowi grubości tafli szkieł wbudowanych w szybę zespoloną i stosowaniu specjalnego typu hartowania bez efektu falowania szkła.
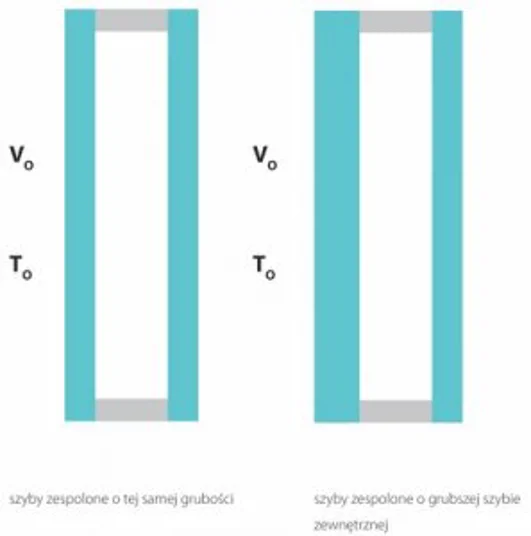
Każda szyba zespolona produkowana jest w określonej temperaturze (To) i ciśnieniu atmosferycznym (Vo). Zespolone tafle szkła są wtedy do siebie prawie idealnie równoległe na całej powierzchni szyby, a ciśnienie i temperatura panujące w hermetycznie zamkniętej komorze, są takie same jak ciśnienie atmosferyczne. Ilość gazu zamknięta w szybie jest stała.
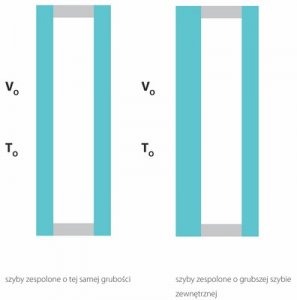
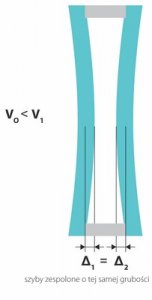
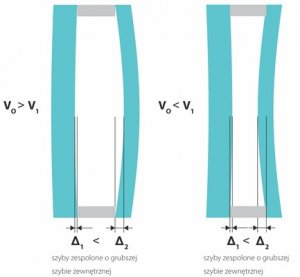
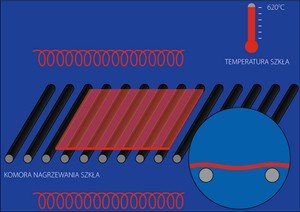
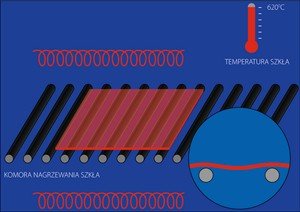
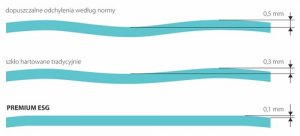
Po przewiezieniu szyb zespolonych w miejsce wbudowania, temperatura (T1) i ciśnienie (V1) różnią się od wartości początkowych i są zmienne w rytmie dobowym. W momencie kiedy ciśnienie atmosferyczne spada (V1 Analogiczna sytuacja zdarza się, gdy ciśnienie atmosferyczne zwiększa się (V1>V0). Tafle szkła zasysane są do wnętrza zespolenia, aby ciśnienie wewnątrz szyby zostało wyrównane z ciśnieniem atmosferycznym. W przypadku zespolenia, którego tafle mają taki sam wskaźnik wytrzymałości na zginanie, czyli najczęściej tę samą grubość, obie tafle poddają się ugięciu w równym stopniu. Z punktu widzenia estetyki odwzorowania obrazu odbitego od fasady szklanej, powoduje to niekorzystną sytuację, ponieważ zewnętrzna tafla wchodząca w skład zespolenia, która jest w największym stopniu odpowiedzialna za jakość odbitego obrazu, nie jest płaska. Tworzy się efekt podobny do uzyskiwanego w gabinecie krzywych luster. Aby zminimalizować to zjawisko, należy tak dobierać grubości tafli szyby zespolonej, aby tafla zewnętrzna miała większą grubość niż tafla wewnętrzna. Wskaźnik wytrzymałości na zginanie szyby zewnętrznej jest większy i doznaje ona mniejszego zniekształcenia od swojej płaszczyzny niż tafla wewnętrzna. Wyrównanie ciśnienia wewnątrz szyby z ciśnieniem atmosferycznym odbywa się przede wszystkim kosztem wygięcia tafli wewnętrznej. Oddziaływanie wiatru powoduje ugięcie tafli pojedynczych i może zwiększać ugięcie tafli w szybach zespolonych, poprzez parcie na taflę wklęsłą (V1>V0) lub zasysanie tafli wypukłej (V1 Efekt „roller waves” powoduje tradycyjna metoda hartowania. Nie da się go uniknąć, ponieważ szkło w tradycyjnym piecu hartowniczym jest transportowane poziomo po rolkach, które dotykają całej długości dolnej powierzchni tafli. Szkło rozgrzewane jest do temperatury 620°C co powoduje zmianę jego stopnia lepkości. Staje się ono bardziej plastyczne i odkształcalne. To z kolei powoduje zapadanie się szkła w przestrzeni między rolkami po których jest transportowane. Szybkie schłodzenie szkła powietrzem, powodujące zahartowanie, utrwala nabyte pofalowania powierzchni. Proces hartowania eliminujący „roller waves” odbywa się w piecu wykorzystującym efekt poduszki powietrznej wytwarzanej pod taflą. Szyba przejeżdżając przez piec hartowniczy jest uniesiona w powietrzu i nie dotyka rolek. Normy dotyczące szkła hartowanego dopuszczają odchyłkę od płaskości 0,5 mm.
Szkło hartowane metodą tradycyjną posiada zwykle pofalowanie do 0,3 mm. Szkło hartowane na tzw. poduszce powietrznej ma całkowicie płaską powierzchnię w części środkowej. Płaskość tego szkła w części środkowej można porównać z płaskością szkła niehartowanego (odprężonego). Gerard Plaze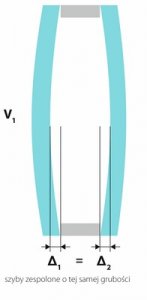







1.webp)


